1 Preface
Cermet is a heterogeneous material composed of one or more metal components and ceramic materials, with ceramic components accounting for approximately 15-85 vol%. Ti (C, N) based ceramic composite materials appeared in the 1970s. Due to their high hardness, ideal high-temperature performance and wear resistance, good chemical stability, as well as high resistance to crescent wear and oxidation, they are widely used in cutting tools, wear-resistant materials and other fields. Ti resources are abundant in the Earth's crust and have become one of the candidate materials to replace scarce WC based hard alloy materials. Therefore, in recent years, Ti (C, N) - based ceramic composite materials have become a popular research direction. Ti (C, N) based ceramic materials are a type of composite material made by directly adding Ti (C, N) as the hard phase (or adding TiC and TiN to synthesize Ti (C, N), which has economic advantages), using metals or alloys such as Ni, Co, and/or Mo as bonding phases, and adding other refractory nitrides or carbides (such as SiN?, AIN, WC, MoC, VC, etc.) as reinforcing phases according to working conditions. This experiment synthesized Ti (C, N) based on TC and TiN as raw materials, added carbides WC, MoC, CrCa, TaC as reinforcing phases, and Ni and Co as composite metal bonding phases. Ti (C, N) - based ceramic composites were prepared by hot pressing sintering process.
2 Experimental process
2.1 Experimental raw materials
The raw materials used in the experiment are shown in Table 1
2.2 Experimental Process
Weigh the raw materials according to the proportion in Table 2, then put them into a ball mill and add an appropriate amount of anhydrous ethanol for wet mixing. The ball to material ratio is 5:1 (mass ratio, tungsten carbide hard alloy balls). After ball milling for a certain period of time, the slurry passes through a 325 mesh sieve, and the sieved slurry is dried in an oven. After cooling, it passes through a 200 mesh sieve and is ready for use. Weigh the required powder according to the set size of the sample, and then place it in a graphite mold (in order to facilitate the demolding of the sample after sintering, the graphite mold needs to be pre treated, such as coating boron nitride powder on the inner surface of the mold, coating boron nitride powder on the upper and lower graphite indenters, and then padding graphite paper, etc.). Place it in a hot press sintering furnace, and set the firing process parameters as follows: temperature 1500 ℃, insulation for 30 minutes, pressure of 25MPa, and natural cooling after completion.

2.3 Performance Testing
The bulk density of sintered samples is tested according to Archimedes' principle; The Vickers hardness test was conducted on a Wolbert 401MVA Vickers hardness tester with a loading time of 5 seconds and a loading load of 500g; The bending strength test is conducted using a three-point method (Instron5566 universal material testing machine), with a loading rate of 0.05mm/min, a sample size of 4mm × 3mm × 40mm, and a span of 30mm; The fracture toughness test was conducted using a single-sided notched beam method (Instron5566 universal material testing machine), with a loading rate of 0.05mm/min, a sample size of 6mm × 3mm × 40mm, and a notch size of
Depth: 3mm, width: 0.2mm. Use field emission scanning electron microscopy (SEM, JSM-6700F type) to observe the surface and cross-sectional morphology of the composite material.
3 Results and Discussion
3.1 Microstructure and mechanical properties
Ti (C, N) - based ceramic composites were prepared by hot pressing sintering process. The mechanical properties of T (C, N) metal ceramic composite materials were tested and their cross-sectional shape was observed using scanning electron microscopy (SEM)
Appearance. The microstructure photo of the composite material is shown in Figure 1
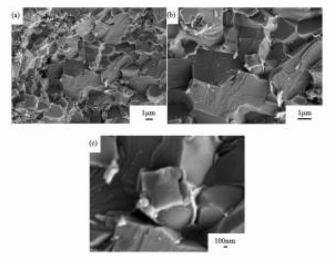
Figure 1 SEM image of hot pressed sintered sample
(a) 5000 times, (b) 10000 times, (c) 30000 times
Figures 1 (a), (b), and (c) show scanning electron microscopy (SEM) images of Ti (C, N) based ceramic composites at 5000x, 10000x, and 30000x magnification, respectively. From Figure 1 (a), it can be seen that the microstructure morphology of the composite material fracture has a high density, with very few inclusions and closed pores. The grain boundaries are distinct and the grain size is small. The fracture path of the cracks is clear and distinct, with a spider like distribution. The fracture surface is undulating and has a high degree of concavity and convexity, and there are both transgranular and transgranular fracture modes. The metal tearing edges are obvious, and there are large cleavage planes. In the photos at 10000x magnification in Figure 1 (b) and 30000x magnification in Figure 1 (c), it can be clearly seen that there are obvious ripple patterns on the larger cleavage plane, indicating that there is still a finer crack deflection in the transgranular fracture mode. At the same time, there is a sharp "V" - shaped fracture morphology in the cross-section (as shown in Figure 1 (c)), which is beneficial for improving performance. The various performance indicators of the sample reached: Vickers hardness of 11.9GPa, bending strength of 1255MPa, fracture toughness of 8.3MPa · m1, and relative density of 98.7%. The hot pressing sintering process is beneficial for the densification and homogenization of the microstructure of materials, as well as the refinement of grain size and the diverse changes in fracture routes, all of which contribute to the improvement of the comprehensive properties of composite materials. This may be due to the characteristic of introducing external forces during the sintering process of hot pressing sintering technology. The high pressure and high temperature during the hot pressing sintering process are conducive to improving the viscous flow, mass transfer process, and diffusion migration ability of ceramic materials, enabling them to achieve ideal performance indicators at lower temperatures and in a shorter time. However, at the same time, the hot pressing sintering process has disadvantages such as the inability to prepare complex shaped products and low production capacity.
3.2 Antioxidant properties
The antioxidant properties of Ti (C, N) - based ceramic composites were studied. After grinding and polishing the sintered samples, static oxidation tests were conducted under predetermined oxidation conditions (750 ℃, 900 ℃, and 1150 ℃ for 2 hours) and air atmosphere. The surface oxide film microstructure (SEM) and cross-sectional microstructure (BSE) of the samples were observed at different oxidation temperatures to analyze their oxidation behavior. As shown in Figure 2.
Figure 2 shows the photos of the sample after being oxidized at different temperatures for 2 hours. From Figure 2 (a), it can be seen that there is no oxide film formed on the surface and there are many small particles, and there are pores and obvious cracks on the surface. Research has shown that, MoO? At a temperature of 700 ℃, it exhibits sublimation characteristics, indicating that surface cracks may be MoO generated by MoC oxidation at high temperatures? Caused by volatilization and escape. Figure 2 (b) is a photo of oxidation at 900 ℃. It can be seen from the figure that the formed oxide film is relatively flat, but the structure is relatively loose. The surface particle size decreases, and there are some small cracks and pores. Studies have shown that at 850 ℃, WO? Exhibiting sublimation characteristics, the release of volatile substances can cause cracks and/or pores in the substrate, and oxygen can continue to oxidize the substrate through defects such as cracks. The oxide film layer generated under this condition does not show any protective effect on the substrate. From Figure 2 (c), it can be seen that after oxidation at 1150 ℃ for 2 hours, the oxide film formed on the surface is denser and smoother, and no obvious defects are found
Prove that the dense oxide film formed at this moment exhibits a protective effect on the substrate
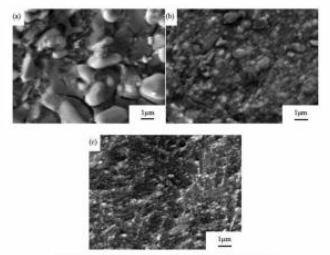
Figure 2 SEM images of the sample after oxidation at different temperatures
(a) 750 ℃ oxidation, (b) 900 ℃ oxidation, (c) 1150 ℃ oxidation
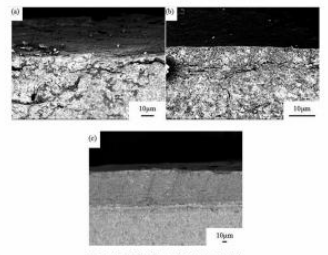
Figure 3 BSE photo of sample after oxidation
(a) 750 ℃ oxidation, (b) 900 ℃ oxidation, (c) 1150 ℃ oxidation
Figure 3 shows the BSE image of the sample after oxidation. From the oxidation photo of the 750 ℃ fracture in Figure 3 (a), it can be seen that under this oxidation condition, there is basically no formation of an oxide film layer, and there are obvious defects such as cracks and pores in the structure, indicating that gaseous substances (MoO?) do indeed evaporate and escape during the oxidation process, which is consistent with the research results of the above literature. From the oxidation photo of the 900 ℃ fracture in Figure 3 (b), it can be seen that the thickness of the generated oxide film layer is approximately 24.34 μ m. It was found that there are many transverse and longitudinal cracks in the oxide film layer structure that penetrate into the substrate interface, indicating the release of volatile substances during this high-temperature oxidation process, causing defects such as cracks. At the same time, it also indicates that the oxide film layer cannot effectively block oxygen from continuing to oxidize the substrate through these defect channels, that is, the formed oxide film layer has no antioxidant effect. From the fracture oxidation photo at 1150 ℃ in Figure 3 (c), it can be seen that the overall cross-sectional structure is divided into an outer oxide layer, a middle transition layer, and an inner matrix from the outside to the inside. The outer oxide layer is relatively uniform and dense, with few defects such as cracks and inclusions. The film thickness is about 73.81 μ m. There is a clear and uniformly thick dense transition layer between the outer oxide film layer and the inner substrate, with a thickness of approximately 18.57 μ m. The inner matrix is relatively dense, indicating that the oxide film layer generated under this condition has a protective effect on the matrix. At this time, the diffusion rate of oxygen in the formed oxide film and dense intermediate transition layer determines the rate at which the matrix continues to be oxidized.
4 Conclusion
The microstructure and morphology of Ti (C, N) based ceramic composite materials prepared by hot pressing sintering process have high density of fracture surface, few pores, clear grain boundaries and small grain size, obvious metal tearing edges, winding and clear fracture routes, concave and convex undulations, as well as transgranular and transgranular fracture modes. The mechanical properties are: bending strength of 1255MPa, fracture toughness of 8.3MPa · m, Vickers hardness of 11.9GPa, and relative density of 98.7%. After 2 hours of oxidation at the set temperature, no oxide film layer was formed during oxidation at 750 ℃; The oxide film formed on the surface of the sample during oxidation at 900 ℃ has no protective effect on the substrate; When oxidized at 1150 ℃, a dense oxide film and intermediate transition layer with protective effect on the substrate were formed on the surface of the sample. At this moment, the thickness of the oxide layer was about 73.81 μ m, while the thickness of the intermediate transition layer was about 18.57 μ m.